Table 1 includes a list of conventional PFC and SFRCs employed in the study. All composites were handled in accordance with the manufacturers’ suggested procedures. This involved complying with the recommended application methods, including layer thickness and curing protocols. The methods for materials testing and sample size selection were consistent with those used in earlier studies [14, 15, 21].
Table 1 The composition of the utilized PFC and SFRCsMechanical tests
Specimens of specific dimension (2 × 2 × 25 mm3) were prepared for three-point bending test from all evaluated composites. By using a half-split stainless steel mold and transparent Mylar sheets, bar-shaped specimens were prepared. Composite Light curing of composite was performed by a hand light-curing unit (Elipar TM S10, 3 M ESPE, Germany) for a duration of 20 s in five different parts through metal molds on both sides. The curing device’s light-tip was 1 mm away from the composite. The light’s intensity was 1600fmW/cm2, with a wavelength ranged from 400 to 480 nm (Marc Resin Calibrator, BlueLight Analytics Inc., Canada). Before testing, the specimens of each group (n = 8) were kept dry for two days in an incubator (37 °C). According to ISO 4049, a three-point bending test was performed (test span: 20 mm, crosshead speed: 1 mm/min, indenter: 2 mm diameter, load cell: 2500 N). Using a material-testing machine (model LRX, Lloyd Instruments Ltd, Fareham, England) all specimens were loaded, and PC-computer software was used to record the load-deflection curves (Nexygen 4.0, Lloyd Instruments Ltd, Fareham, England).
Flexural strength (ơf) as well as flexural modulus (Ef) were measured according to equations:
$$_\text=3}_\text\text/(2\text^3)$$
$$\text_\text=\text^3/(4\text^3)$$
Where Fm is the load applied (N) at the maximum point of the load-extension curve, I is the length of span (20 mm), b is the test specimens’ width and h represents the test specimens’ thickness. S is the stiffness (N/m) S = F/d where d represents the deflection that corresponds to load F at a particular point along the straight-line portion of the trace.
To assess the fracture toughness, single-edge notched beam specimens of specific dimension (2.5 × 5 × 25 mm3) were manufactured using an adaptation of the ISO 20795-2 standard procedure (ASTM 2005). The use of a specially constructed stainless steel split mold allowed for force-free specimen removal. A precisely designed slot that extended to the mold’s midpoint was fabricated in the center, Enabling the potential for the crack length (x) to be precisely half of the height of the specimen to achieve optimization. Tested composites were placed into the mold over the glass slide and Mylar strips used for coverage. Before polymerization, a straight-edged steel blade was inserted into the prepared slot to create a sharp crack that located exactly in the center. Light polymerization was performed in the same manner as three-point bending specimens. Each specimen was additionally polymerized on both sides when it was removed from the mold. Specimens from each group (n = 6) were kept dry for two days (37 °C). In three-point bending mode, all specimens were loaded as previously mentioned using the universal testing machine. Then, by using the following Equation, fracture toughness was assessed:
$$_\text=\text f(\text x)\lbrack\text /(\text^)\rbrack\sqrt\text:$$
$$=3/2\text x^\lbrack1.99-\text x(1-\text x)(2.15-3.93\text x+^2)\rbrack\;/\;2(1+2\text x)\;^\;\text\;0<\text x<1\;\text\;\text x=\text a/\text W.$$
Where P represents the highest load in Newton (N), L represents the length of span (20 mm), B represents thickness of specimen (mm), W is the test specimens’ width (depth) in mm. x represents a geometrical function dependent on a/W, and a represents the length of crack in mm.
Degree of monomer conversion
Fourier transform infrared-spectroscopy (FTIR) was employed using an attenuated total reflectance (ATR) accessory (Spectrum One, Perkin-Elmer, Beaconsfield, Bucks, UK) for the quantification of carbon-carbon double bond conversion (DC%) both pre- and post-photoinitiation of the polymerization process. The assessment was conducted within a mold with dimensions of 1.5 mm in thickness and 4.5 mm in diameter, encompassing the analysis of PFC and SFRC composite materials. The initial step involved the measurement of the spectrum of the non-polymerized specimen. Subsequently, the composite underwent polymerization by employing a manual light-curing unit (Elipar TM S10), with irradiation conducted through an upper glass slide for a duration of 40 s. Following the irradiation process, the FTIR spectrum of the specimen was subjected to scanning. Then, DC% was measured from the aliphatic C = C peak at 1638 cm‾1 and normalized against the aromatic C = C peak at 1608 cm‾1 following this formula:
$$\mathrm\%=\;\left[1-\frac/C}/U}\right] \mathrm X\;100\%$$
Where the C aliphatic is the absorption peak at 1638 cm–1 of the polymerized specimen, C aromatic the reference peak of the polymerized specimen. U aliphatic represents absorption peak at 1638 cm–1 of the unpolymerized specimen, and U aromatic is the reference peak of the unpolymerized specimen. Six trials were run for each SFRC composite.
Two-body wear
The two-body wear test was applied according to previous studies [14, 15] to demonstrate the wear resistance of each composite. Two polished (#4000-grit papers) specimens (20 mm length x 10 mm width x 3 mm depth) of each composite were prepared in acrylic resin block. All specimens were immersed in distilled water at a temperature of 37 °C for a period of 24 h prior to testing. The wear assessments were conducted through the utilization of a chewing simulator (CS-4.2, SD Mechatronik, Feldkirchen-Westerham, Germany), consisting of two distinct chambers designed to replicate vertical and horizontal masticatory movements sequentially, while operating within an aqueous environment. Each chamber composed of a lower sample holder for specimen insertion and an upper loading tip serving as the counteracting element to the specimens under examination. An upper antagonist, in the form of a steatite ball with a 6 mm diameter, was employed. For each chosen specimen, a total of 15,000 simulated chewing cycles were executed at a frequency of 1.5 Hz, employing a vertical load of 2 kg to emulate a chewing force of 20 N. Subsequent to the simulations, wear patterns were assessed via a 3D optical profilometer (ContourGT-I, Bruker Nano, Inc., Tucson, AZ, USA). The average wear depth (in µm) was calculated based on the examination of the deepest points among six profiles within each specimen, representing a comprehensive measure of wear resistance.
Shrinkage stress
For measuring the shrinkage stress of evaluated composites, rods made of unidirectional FRC (Fiber-reinforced composite) with a 4 mm diameter and 4 cm length were used. The flat surfaces of each FRC rod were roughened using a 180-grit silicon carbide sand-paper. Thereafter, two FRC rods were firmly connected to a universal testing device (model LRX), followed by the application of a composite layer (1.5 mm thick) between the FRC rods surfaces. The curing process entailed the positioning of the curing tips of two light units (specifically, Elipar TM S10) in close proximity to the composite specimen, exposing it to a 20-second curing cycle from both sides. Polymerization shrinkage forces were tracked for a duration of 3 min (at room temperature 22 °C). By dividing the shrinkage force by the FRC rod’s cross-section area, shrinkage stress was obtained. The plateau situated at the terminal segment of the shrinkage stress/time curve was used to determine the maximum shrinkage stress value. Six trials were run for each tested composite.
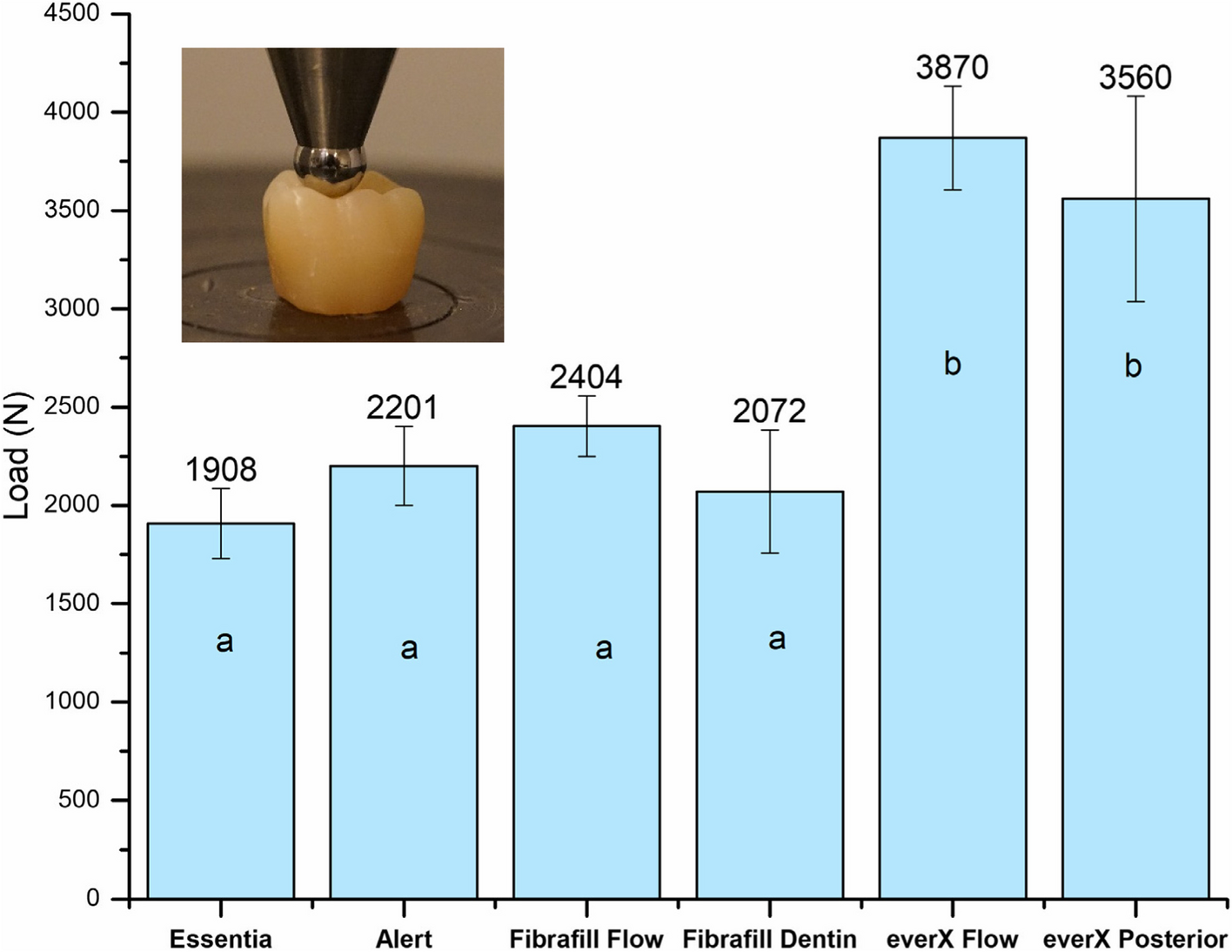
Crown loading test
To facilitate consistent crown construction, a clear template mold (Memosil 2, Heraeus Kulzer GmbH, Hanau, Germany) of a standard (Frasaco) mandibular molar crown contour was employed. A total of 48 composite crowns (n = 8/group) were made of PFC and SFRC materials. The composite pastes were filled into the clear mold, and then subjected to light curing. The crowns were sequentially built up and polymerized in the same mold. Crowns of each material (n = 8) were cured from various sides utilizing a hand-light curing unit (Elipar TMS 10) for 40 s per increment. The light source was positioned quite close to the composite surface (1–2 mm). All crowns were polished and stored dry for 48 h at 37 °C preparing them for testing. The quasi-static compressive fracture test of crowns was conducted using a universal testing device (model LRX) operating at a speed of 1 mm/min. The acquired data were subsequently processed and recorded using specialized PC software (Nexygen Lloyd Instruments Ltd.). Prior to subjecting the crown specimens to static loading, double-sided adhesive tape was employed to affix the crowns securely to the flat metal substrate of the testing apparatus (spherical Ø 5 mm). The applied load was recorded until crown fracture, marked by the load-extension curve final drop. The failure patterns exhibited by the loaded crowns were visually inspected and categorized into two prevalent fracture forms, namely, catastrophic crushing and cracking.
Microstructure analysis
For evaluating the microstructure of the investigated PFC and SFRC composites SEM and EDS (energy-dispersive spectroscopy) (GeminiSEM 450, Carl Zeiss, Oberkochen, Germany) were used. Polished specimens (n = 2, single-edge notched beam) from each group were kept dry in a desiccator for 24 h. After that, specimens were gold coated in a vacuum evaporator utilizing a sputter coater (BAL-TEC SCD 050 Sputter Coater, Balzers, Liechtenstein) prior to SEM and EDS inspection.
Statistical analysis
Analysis of variance (ANOVA) with 0.05 significance level was employed to statistically analyze the data with SPSS version 23 (SPSS, IBM Corp., Redmond, WA, USA). The results were primarily assessed using Levene’s test to evaluate equality of variances. Tukey HSD post hoc analysis was used to ascertain the variations between tested materials.







留言 (0)