
記住我
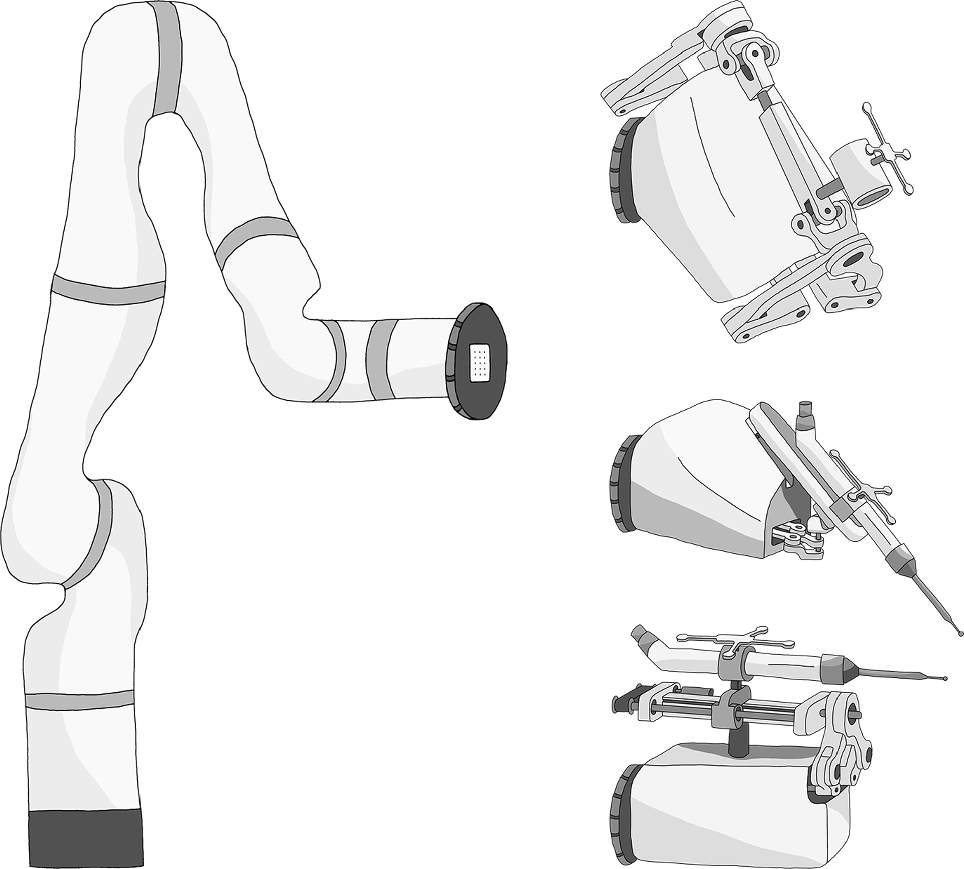







To establish a reliable SHF, further developments of the µRIGS device were performed (see Fig. 1). The instrument positioning unit (IPU) was optimized in stiffness, surface quality, and fit by using rigid resin (Heavy Duty, Formfutura BV) in a stereolithography printer.
Fig. 1
Overview of the SHF for the µRIGS system within the MRI suite
Considering the drive unit (DU), 4-m-long Bowden cables transmitted the movement of stepper motors housed in an EMI-safe enclosure to the moving parts of the IPU’s respective degree of freedom (DoF) without interfering with the MRI. The Bowden cable consisted of a 0.9-mm-thick non-metallic high-performance pull cord (percent elongation at 20 N load: 0.1%) encased with a polytetrafluoroethylene (PTFE) liner to minimize friction on the polyethylene traction sleeve. Additionally, PTFE liner were added to different parts of the IPU to further reduce friction on the cord during deflections.
Those modifications provided less latency of motion transmission, less bending, and better sliding properties of the mechanical parts of each DoF without free play. The main focus of this work was to establish real-time haptic feedback while puncturing phantoms using a haptic controller (omega.6, Force Dimension) for user interaction. Additionally, the technology should provide sensorless force feedback for internal system collision detection and homing processes.
Force sensingThe application of a load torque to the motor shaft induces changes in the electromechanical properties, facilitating a proportional adjustment of the mechanical forces acting on the Bowden cables. DC/servo motors exhibit limited torque availability at low speeds and encounter challenges with stand-still and direction change applications, whereas all the mentioned properties are required for µRIGS. Consequently, they incur higher costs and complexity compared to stepper motors when used in a hybrid mode for measuring torque loads. Therefore, NEMA 17 stepper motors with 0.46 Ncm (17HM19-2004S, StepperOnline) were implemented [12, 13].
The stepper motor driver TMC5160 offers the measurement of load torques using the back-electromotive force (EMF) constant and other drive settings, known as StallGuard [14]. The Stall represents the load angle (− 90° until + 90° depending on the rotation direction), which results in st-values with the possibility to update each full step. Beyond ± 90°or st = 0, the motor risks generating step losses. Therefore, the sampling frequency depends on the rotational speed of the motor frot. Achieving an optimum trade-off of high st sampling frequency fst, sensitive st measurement, realistic needle infeed velocity vF and sufficient but not excessively high torque to reliably and safely infeed the instrument, stepper motors with step angle of 0.9°, 10:1 planetary gearsets (EG17-G10, StepperOnline), and cable drums with a diameter of 22 mm were chosen.
To ensure an effective st measurement for the presented purpose, following motor driver parameters were set (see Table 1) with three frot and current IM configurations at a supply voltage of 24 V in full step modus with a 256 microstep interpolation. This was done to analyze the performance for different needle feeding velocities.
Table 1 Setup of the motor driver to adjust individual moving and sensing performanceHaptic interactionThe omega.6 device is able to provide haptic feedback in 3 DoF. To simulate the needle infeed, 1 DoF was activated to allow movement of the omega.6 stylus in the upside-down direction. Before puncturing, 1000 st-values were acquired without any load to calculate an averaged zero value stzero. To use the highest possible force bandwidth of 12 N, the st-values were recalculated to transfer forces fomega.6 from 0 to 12 N in relation to stzero.
$$ f_}.6}} = 12} \cdot \left( \frac}}}}_}}} }}} \right) $$
(1)
In this work, omega.6 only transferred real-time forces to the user to maintain focus on the haptic feedback. The higher the applied force to the omega.6, the stronger the stylus is pushed in the upwards direction. The needle infeed was proceeded with a continuous feeding velocity of 10 mm/s.
PhantomTo evaluate the technology, different polyvinyl alcohol cryogel (PVA-C) phantoms were developed in accordance with [15] to mimic soft tissue for realistic needle punctures. Each cylindrical phantom (P1–P3, Ø 85 × 115 mm) represented a specific purpose, characterized by three-layer configurations. P1 simulated a soft area sandwiched between two harder layers, while P2 became progressively harder, and P3 became softer. The properties of the phantom layers are shown in the following Fig. 2 and Table 2.
Fig. 2
MRI of the phantoms (P1–P3) in transversal view. Image properties: T1-weighted VIBE sequence (TR = 3.5 ms, TE = 1.4 ms, and voxel size = 1 × 1 × 1.5 mm). Each layer is labeled with its height in mm. The brightness of each layer corresponds to its elastic properties, with brighter layers indicating higher stiffness
Table 2 Composition (given in mass concentration m%), elastic property E, and soft tissue purpose of the respective phantom layerThe manufacturing process involved dissolving the PVA granules (KurarayPoval 15–99, Kuraray Europe GmbH) in distilled water while heating in a commercial microwave [16]. After one freeze–thaw cycle (FTC, freezing at − 20 °C for 9 h and thawing at 21 °C for 10 h), the PVA solution transformed into a cryogel. To prevent blending of different PVA layers, the first and second layers were frozen for 1 h each. Additionally, the 3D-printed phantom mold featured a form-fitting adapter to the µRIGS system, ensuring reproducibility.
ExperimentsThe evaluation consisted of a calibration of st-values, phantom punctures in comparison with a compression testing machine (CTM, Xforce HP 50 N, zwickiLine Z0.5 TN, ZwickRoell GmbH) as reference with the SHF, and a user study to demonstrate the feasibility of the haptic behavior with the omega.6 device during needle infeed. All punctures were performed with a 16 G coaxial needle (KIM-16/15, Innovative Tomography Products GmbH). For the data postprocessing, MATLAB (The MathWorks Inc., version 24.1.0 (R2024a)) was used.
Force calibrationTo analyze the st related force Fs, its theoretical resolution ∆Fs as well as Fmax, and the noise level at different kernel sizes k of a moving average (MA) filter, st-values were recorded using different calibrated weights. A tray including the weights (0 g, 100 g, 200 g, 400 g, 700 g, and 1000 g) was hung on the upside–down fixed IPU’s needle head holder to apply gravity forces in the needle infeed direction (see Fig. 3). The infeed movement was realized for each weight with parameters set as outlined in Table 1, covering a distance sN of 5 cm.
Fig. 3
Force calibration setup. Various weights are pulled up by the infeed DoF against the force of gravity
Technical comparison puncturesTo validate the technical effectiveness, the SHF was directly compared to the CTM while puncturing phantoms (see Fig. 4). Each phantom described in Sect. "Phantom" underwent five punctures in different areas and at different feeding velocities (see Table 1) using the CTM to determine reference data and phantom’s puncturing reproducibility. Once the homogeneity of each phantom layer was validated, each phantom was punctured with the SHF at the same feeding velocities as with the CTM. The calibration results of the MA filtering and st–Fs relation (see Sect. "Force calibration") were used to match SHF measurements to CTM data and conduct a Bland–Altman analysis for comparison.
Fig. 4
Puncturing setups to compare the µRIGS with a valid reference testing machine
User studyThe user study engaged five interventionists with different levels of professional experience and radiology focus fields (see Table 3). The procedural framework is outlined in Fig. 5. The needle insertion occurred under blind conditions, with the phantom concealed behind a visual barrier, while phantoms were selected randomly. During the initial phase of the user study, participants manually introduced the needle into the phantom (two randomized attempts), followed by 10 min of training with the SHF. In the second phase, participants used the SHF for insertion (two randomized attempts). This study design aimed to focus on participants’ ‘first impressions,’ preventing the development of muscle memory or guessing after repeated attempts.
Table 3 Information about the interventionists as participants of the user studyFig. 5
Procedural framework of the user study
Subsequent to each insertion, participants were prompted to specify the perceived number of layers, the order of each layer elasticity, and their degree of decision reliability in each assessment. The data of both methods for number of layers and layer order were compared using a Fisher’s exact test, while the degree of decision reliability was evaluated with a Wilcoxon test, both double sided at a significance level of 5%. The null hypothesis represented no difference between puncturing methods. Thereby, letter sequences indicate how many layers were recognized in the respective phantom and their arrangement. For example, ‘BAC’ means that three layers were recognized, with a medium–hard layer (B) at the beginning, a softer layer (A) in the middle, and a relatively hard layer (C) at the end. Three layers were assumed to be correct (1), while other quantities were considered incorrect (0). The correct layer order was determined based on predefined patterns for each phantom. For P1, a soft layer in the middle (e.g., BAC, CAB, and BCAD), for P2 increasingly tougher tissue (e.g., ABC, AB, and ABCD), and for P3, a soft layer at the end (e.g., CBA, BCA, and BA) was considered correct (1) while other combinations were incorrect (0). The degree of decision reliability of each puncture was analyzed using a 5-point Likert scale, where a higher number indicates a safer decision.
Upon completing the test sessions, inquiries were made concerning the general significance of haptic feedback during interventions, the realism of the phantom, as well as distinctions between manual and SHF advancements. During the user study, needle movements and participants’ voices were tracked with a camera to reproducibly evaluate user responses at each needle position.
留言 (0)