
記住我
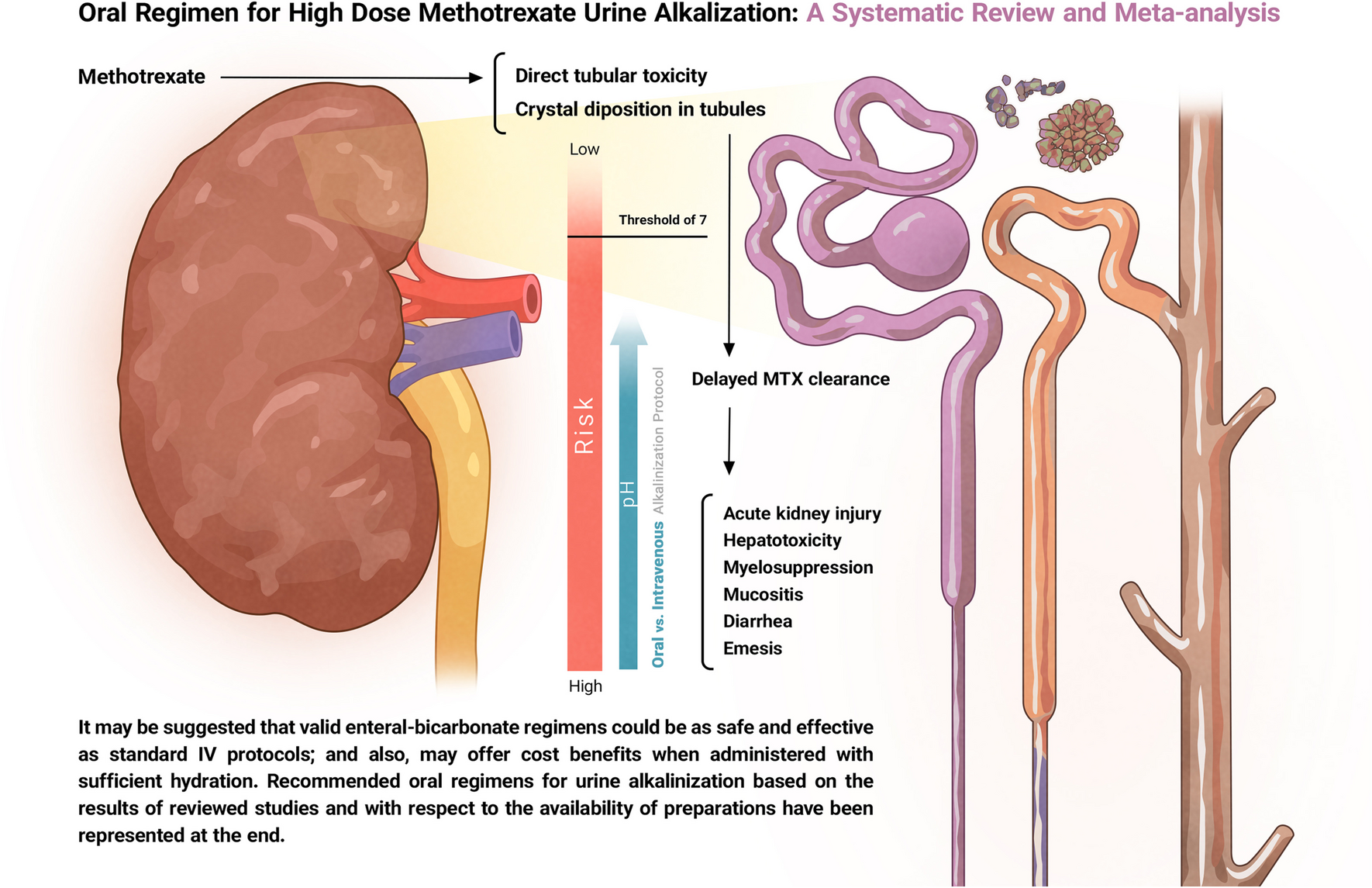
The first principle of green chemistry is rooted in the philosophy that it is better to be proactive than reactive; it explains that technologies and procedures should be put in place to prevent or reduce waste through chemical and process design [17]. Where this is not possible, reuse, recycle and/or safe disposal of waste should be practiced (Fig. 5). The Environmental Factor (E-factor) metric is often used to determine the amount of waste produced by a process. It is calculated by dividing the mass of waste by the mass of desired product. The higher the E-factor, the greater the amount of waste produced [46]. In the chemical industry, higher E-factors are generally a result of use of organic solvents and stoichiometric reactions. Catalysis and solvent-free processes should therefore be explored to reduce waste, and thus reduce environmental impact [48]. Lower E-factors contribute to reduced manufacturing costs due to reduced disposal, better utilization of capacity, and lower energy use. There is therefore potential for the bio-based surfactant industry to offset increased raw material costs by implementing this green chemistry principle.
Fig. 5
Pollution prevention hierarchy demonstrating disposal, recycling and reuse of waste are acceptable, but reduction and avoidance are preferred in the scope of green chemistry
Alkyl polyglucosides (APGs)The major outputs in the synthesis of APGs are water, glucose, fatty alcohol and butanol (indirect method only). Literature discusses the continuous removal of water and excess fatty alcohol for recycling and reuse [31, 49]. While this is more efficient than direct waste disposal, it is not waste prevention. These steps therefore do not comply with this principle of green chemistry. To maximize efficiency and prevent additional waste generation, vapor pressure and vapor–liquid equilibrium data for products should be collected. This will assist with determining the relative volatility, and thus, the best way to approach the separation [50].
A large quantity of glucose in the final product is a result of the reaction ending prematurely [35]. Ways to prevent this are not described, however, analytical methods should be put in place to verify completion of the reaction prior to neutralization of the acid catalyst. Additionally, chemists should consider redesigning the molar ratios of the starting material. Implementation of such procedures should minimize the amount of glucose waste produced. Similar to other waste products in the routes described, specific handling methods of the butanol by-product are not mentioned. However, where possible, this material should be recycled or appropriately treated and disposed.
Sucrose esters (SEs)Prior to purification, the SEs may be accompanied by solvent, unreacted sucrose and fatty acid methyl ester (FAME) [37]. Methods involving a continuous basis approach have been developed to minimize the formation of these materials [51]. With this technique, unreacted ester fractions, sucrose and fatty acid ester are continuously recycled until reaction completion. While this reduction of waste is favorable, it is not considered prevention. To increase sustainability, literature suggests enzymatic synthesis. Candida antarctica type B lipase (CALB) is often the biocatalyst used industrially. This technique facilitates regioselectivity, which maximizes the amount of SE, and thus prevents waste formation [52].
Methanol is formed as a byproduct in traditional SE routes; this drives the equilibrium in favor of the ester, thus improving the yield of the final product [41, 43, 53]. Processes, such as distillation, are used to continuously remove the methanol. Although it does not end up in the final mixture, it is also not a part of the final product and cannot be reused, so it is considered waste. Molar ratios should be designed to minimize the formation of this byproduct, while maintaining maximum yield of SE.
Atom economyHistorically, the efficiency of the reaction has been determined through calculation of product yield (weight of actual product divided by theoretical product weight). While this is helpful, it does not provide a full picture of what has occurred, as most chemical transformations are not as simple as “reagent A converted to product B”. It is therefore possible to calculate a high product yield and the process still be inefficient due to a formation of waste [19]. To account for this, green chemistry proposes the use of atom economy. This metric gives a ratio of the molecular weight of the desired product to the sum of the molecular weights of all substances produced. In doing so, a better indication of the efficiency of the process is given [48]. Both yield and atom economy should, therefore, be considered when designing the process.
Alkyl polyglucosides (APGs)The butanol and water formed as by products in the indirect method reduce the atom economy of the reaction. Using the example of lauryl glucoside (C18H36O6) and assuming 100% yield, an atom economy of 79% is given. Whilst this is not extremely inefficient, 21% of waste can be costly at the industrial level. In the direct method, lauryl glucoside can be produced at an atom economy of 95%. This reaction is much more efficient, as only water is formed as a byproduct. These values do however decrease in the likely event that the yield of the reaction is less than 100%. For example, Wang et al. [54] synthesized lauryl glucoside at a yield of 96% with a 7:1 fatty alcohol to glucose ratio. In this instance, the atom economy would be 91%. It is therefore important to design a process that includes reagents and techniques that allow for the highest yield possible, with the least amount of waste (Supplementary Materials (S1 and S2)).
Sucrose esters (SEs)The conventional pathway for the synthesis of SEs is a reversible reaction. The route that involves reacting FAME with sucrose is preferred at the industrial level, as methanol formation drives the equilibrium in favor of the SE, which increases the yield of the desired product [41]. Using the example of sucrose laurate, and assuming 100% yield, the atom economy of this route is 94%. The final product may, however, contain mono-, di- and triesters. If all three esters are not the desired product, this may lower the atom economy. To avoid this, sucrose is often modified before reacting with FAME, to allow for the formation of a single desirable product rather than multiple esters (Supplementary Materials (S3 and S4)).
Less hazardous chemical synthesisIn chemical manufacturing, the starting material is converted into a number of intermediate compounds before being transformed to the final product. The substances generated, and the reagents used to generate them, should have little to no physical hazards such as explosivity and flammability [19].
Alkyl polyglucosides (APGs)To improve the safety around APG synthesis, industries should reevaluate the use of the indirect pathway, as it requires the use of butanol to form the butyl glycoside intermediate. Butanol is extremely flammable, and may release vapors that are explosive indoors, outdoors and in sewers [55]. Using a solvent of this nature in large quantities undermines the safety of the manufacturing process. The use of the direct method, or other butanol-free pathways should be explored to apply this green chemistry principle. It should however be noted that attempting to increase the safety in this way may increase the manufacturing costs due to the anhydrous glucose requirement.
Sucrose esters (SEs)During the synthesis of SEs, the methanol by-product must be continuously removed to accommodate efficient progression of the reaction. This is a flammable liquid, so special care must be taken during the removal steps of the process. Distillation is often used to accomplish this [41]. Additionally, the combination of relatively high reaction temperatures, with homogenous alkaline catalysts, and DMF/DMSO may lead to safety and environmental issues [9]. While this reaction is described as being controlled, these factors prevent complete compliance with this green chemistry principle.
Design safer chemicalsWhen assessing the risk of a chemical, its intrinsic hazard and the exposure to that hazard are generally the two areas of consideration. The fourth principle of green chemistry addresses the intrinsic hazards by highlighting the structural-activity of a chemical and how it may be physiologically hazardous [19]. As a result, it urges manufacturers to pay special attention to the design of chemicals, ensuring that the final product is effective, but non-toxic. This principle is extremely important when it comes to the personal care industry, as the products are created to have relatively high levels of exposure to the user. Although rinsed off, shampoo, shower products and liquid soap are in contact with the scalp, arms, legs, face, and possibly eyes, on a regular basis. Surfactants must therefore be evaluated to determine their compatibility with these areas over time.
Alkyl polyglucosides (APGs)When tested for acute toxicity after ingestion and contact with skin under the Organization for Economic Cooperation and Development (OECD) guidelines (No. 41 and 42), and Toxic Substances Control Act (TSCA) regulations, short (C8/10) and medium (C12/14) chain APGs (most common in cosmetics), were proven to be non-toxic [34]. Personal care products are often used daily, so it is important to take this evaluation further by examining the sub chronic toxicity, or the adverse effect caused by repeated, daily application. C12/14 APGs were therefore tested over a 90-day period in male and female Wistar rats under the OECD guideline No. 408. This test concluded that a daily dose of 1000 mg/kg over this period of time did not lead to any toxic effects; this dose is listed as the “no observed adverse effect level” (NOAEL) [35, 56]. APGs (C12/14) were also found to not be skin sensitizing when tests were conducted under the OECD guideline No. 406 – a result that is supported by human patch tests [34].
Assessment is not as straight forward when it comes to dermal and mucous membrane irritation. For example, C8/10 APGs in commercial concentrations were found to be non-irritating, while C12/14 APGs of the same concentration were (OECD test No.404). Thus, indicating an effect of alkyl chain length on dermal irritation. Under a 30% concentration however, these surfactants did not elicit a response. It was therefore concluded that concentration of APG must also be considered when assessing dermal irritation [34, 56]. The same was discovered during mucous membrane tests. In Draize procedures, a sample of 0.1 mL APG solution is applied to the eyes of at least 4 rabbits, and contact is permitted for 24 h. After recording responses over a 21-day period, C8/10 APGs were found to be non-irritating to the eyes, while C12/14 APGs were determined to be irritating [34, 56]. This outcome, and the others above indicate that APGs have an acceptable safety profile, but caution must be taken when creating formulations with APGs of certain alkyl chain lengths. Although APGs are non-toxic and are used at much lower concentrations than 30% in formulation, manufacturers must be aware of the structural impact on irritation, and reflect this awareness during synthesis, analytical and purification steps.
Sucrose esters (SEs)A safety assessment was conducted by the Cosmetic Ingredient Review (CIR) Panel on 40 saccharide esters, 32 of which contained sucrose head groups. To do so, the toxicity, genotoxicity, carcinogenicity, irritation and sensitization data were evaluated. Where gaps were found, read-across based on structural similarities was conducted. In animal and human tests, no dermal irritation was found for most esters, and mild irritation found in sporadic cases. The panel therefore deemed the potential of dermal irritation to be low [36]. This conclusion is supported in other published sources by Ayala-Bravo et al. [57] and Pyo et al. [37]. They also found through both in-vitro and an in-vivo tests that this group of chemicals are non-sensitizing. Similar to the APGs however, an exception is noted for medium chain esters. Literature reports that SEs with a linear C12 chain are better as penetration agents when compared to longer chain esters [57, 58]. This may be attributed to associated intermediate HLB values which allow the SE to penetrate the lipid bilayer. These traits, along with results of medium cell viability and release of interleukins in their experimental methods, led to relative toxicity and skin sensitizing potential conclusion for sodium laurate. This SE is however, still used safely. The CIR panel simply cautions formulators when developing cosmetic preparations. The remaining SEs were categorized as non-toxic – a conclusion that is supported by other published toxicity studies [36, 59, 60].
Most of the SEs evaluated by the CIR panel were found to be non-irritating to the eyes. Here again, sucrose laurate (C12) was the exception. At a concentration of 10%, this surfactant showed slight irritation in rabbits. It is however reported, to be used in much lower concentrations in cosmetic preparations [36]. These results indicate that the final design of SEs is acceptable in the scope of green chemistry. Knowledge of the effect of alkyl chain length on the interaction of this group of surfactants with the stratum corneum should be further evaluated, and possible modifications explored to ensure continued safe use in cosmetics.
Safer solvents and auxiliariesIn chemical manufacturing, solvents and auxiliary substances, such as carrier fluids and separation agents, are often introduced to form the desired product. The mass of these materials tend to exceed that of the synthesized compound by as much as 100-fold [19]. Handling such volumes exposes manufacturing staff to increased risks, while contributing to waste. This principle therefore calls for industry to reinvent their process, in an effort to reduce, replace or remove non-participatory chemicals. Ideal green alternatives are nontoxic, from renewable sources, affordable and readily available [61].
Alkyl polyglucosides (APGs)In the indirect method of APG synthesis, diethyl ether may be used in the final step for extraction. While effective at recovering the final product, this chemical is extremely volatile due to its low flash point. The Environmental, Health and Safety (EHS) group at Pfizer Global Research and Development, designed a solvent selector tool in effort to assess the suitability of solvents based on worker, process and environmental safety. In doing so, they advise against the use of diethyl ether and suggest replacement with 2- methyl tetrahydrofuran or tert-butyl methyl ether. While these solvents are both flammable and have other drawbacks, they are much more usable than diethyl ether on the industrial scale [62].
Alternatively, manufacturers can consider using the direct method, where water is the only solvent used to remove unreacted glucose. The distillation technology used in this process allows for effective removal of the water, so that the final product is produced without the need of an extraction step [63]. Again, the glucose used in this method is less affordable than that in the indirect method, but the opportunity to avoid additional solvents may be advantageous in the long run from an economic and green chemistry standpoint.
Sucrose esters (SEs)Although an effective solvent for the synthesis of SEs, DMF was found to be extremely hazardous due to its combustible nature, and ability to react violently with oxidizing agents, alkali metals, carbon tetrachloride, and chlorinated hydrocarbons. DMF is also easily absorbed through the skin, and is known to be toxic to the liver due to long-term exposure [64]. Risks are therefore high for employees that would have to handle this solvent in large volumes daily. Many manufacturers have therefore applied this principle of green chemistry by replacing DMF with DMSO, as it is non-toxic and less expensive [41, 44].
DMSO does however, have its handling drawbacks. Therefore, to avoid using either of the conventional solvents, a microemulsion based process, known as the Nebraska-Snell reaction, was developed. Years later, Yamagishi et al. [65] made changes to this process to make it more feasible at the industrial scale. Here, propylene glycol, a “generally recognized as safe” solvent, is used, and aqueous sucrose and fatty acid soap is reacted with a fatty acid ester in the presence of an alkali catalyst. The reaction facilitates the formation of a microemulsion, which prevents sucrose hydrolysis and other side reactions [37]. The elevated temperatures at which the reaction takes place (110–175 ºC) may lead to the caramelization of sucrose, thus reducing the yield. Although movement away from toxic solvents is an improvement, business (yield) and green chemistry (additional energy required for the higher temperatures) compromises are made. Kidani et al. [66] suggested a solution to this through microwave heating at 90 ºC. With this method, higher yields of monoester with no discoloration or odor (two common quality issues) are formed in around half the time as that of conventional heating [66, 67].
While the microwave method is effective, it still requires a solvent. Today, many manufacturers avoid such routes due to the exhaustive separation methods to receive a pure final product, and the amount of solvent required (60%) for a successful transformation. This has therefore led to the development of solvent-less processes to synthesize SEs [43]. With these techniques, a slurry of sucrose is reacted with FAME in the presence of potassium carbonate and an emulsifier (either fatty acid carboxylate or SE) at 130 ºC. While they may be safer to conduct and economical, the final product of solvent-free methods is often only suitable for use in specific applications, such as detergent formulations [41]. Research to broaden the performance of SEs made from solvent-less processes should be prioritized, in an effort to increase sustainability in this regard.
Design for energy efficiencyMost synthetic chemical reactions require heat for the transformation to take place at a reasonable rate. The amount of energy needed to accommodate this at the industrial scale may have a negative impact on the environment, and can significantly increase manufacturing costs [19]. This green chemistry principle, therefore, calls for the synthesis of chemicals at an ambient temperature and pressure.
Alkyl polyglucosides (APGs)Unfortunately, neither of the traditional synthesis routes for APGs are capable of these conditions. In the indirect method, the glucose syrup requires depolymerization in the first step, which requires temperatures > 140 ºC. This elevated temperature can lead to higher pressures, which can overwork the equipment leading to an increase in production costs [35]. The need to make this method more economical led to the development of the direct method. This was accomplished through the optimization of reaction temperature, pressure, reaction times and fatty alcohol to glucose ratios [31]. The direct synthesis of APG, therefore occurs at lower temperatures (100–120 ºC), however these are still much higher than the desired ambient temperature.
To avoid high temperatures and pressures over extended periods of time, microwave technology has been used as an alternative energy source. This method allows for efficient energy transfer, rapid heating, and monitoring of the energy output. As a result, the process is more controlled and atom economy is increased through the reduction of side reactions. Zhou et al. [68] applied this technology to the conventional synthesis routes of APGs and have reported accelerated reactions times (minutes vs. hours) and α-glycoside product selectivity. In their analysis, they also mention that microwave equipment can be added to continuous flow systems, with little or no need for optimization, allowing for feasible transfer of energy source at the industrial level [69].
Sucrose esters (SEs)SEs are typically synthesized at temperatures of 90–140 ºC and under atmospheric and/or vacuum pressures [44, 45, 70,71,72]. Although vacuum pressures are lower than atmospheric pressure, the pump required to create these conditions requires a lot of energy. Temperatures in both pathways are limited to ranges under 160 ºC, as at this temperature, the sucrose begins to caramelize [43, 73]. Therefore, most researchers aim to stay within the 90–95 ºC range. Although this is not considered elevated (> 100 ºC), this is far above the ambient temperature, and requires more energy than deemed ideal by the principles of green chemistry. At room temperature however, this reaction is extremely slow, and longer reaction times may lead to more overall energy used in the process [73].
To address the temperatures required for the transformation, Cruces et al. [74] have created a simple transesterification procedure involving DMSO, vinyl ethers and a disodium hydrogen phosphate catalyst, which can take place at 40 ºC and at atmospheric pressure. This method produced yields higher than 85%, with a higher percentage of monoesters than SEs commercially available [74]. Additional work is required however, to make this and other safer, greener routes (enzymatic synthesis, use of ionic liquids etc.) cost effective at the industrial scale.
Use of renewable feedstocksThe seventh principle of green chemistry calls for the chemical industry to use renewable raw materials wherever technically and economically feasible, as there are a lot of environmental and political issues surrounding the production and use of petroleum [46].
Alkyl polyglucosides (APGs)As bio-based surfactants, APGs, from a top-level view, abide by this principle. The industry, however, must be cautious not to take an oversimplified approach to this matter. While there are many drawbacks to relying solely on petroleum as a raw material, it would be careless to say that a chemical is sustainable simply because it is derived from renewable crops. The glucose used for the hydrophilic portion of APGs can be extracted from wheat and potatoes, but is typically derived from corn [10]. Although corn is a renewable feedstock, the technologies used to grow this crop and obtain glucose can be counter to two major objectives of green chemistry: the protection of the environment and waste prevention.
Agricultural practices to grow corn typically include the use of chemical fertilizers, pesticides, and energy intensive harvesting and transportation; all of which can be harmful in various ways [63]. For example, nitrogen fertilizers are often used, but are both soil and plant soluble, making them susceptible to run-off. Eventually, these fertilizers make it to bodies of water where they contribute to eutrophication. This overgrowth of algae can disrupt wildlife and lead to the production of toxins that may be harmful to humans. The overuse of water is also a concern in the production of corn for glucose. Pesticides are unable to target kill, potentially killing useful organisms in soil, causing a deterioration in quality. As a result, water retention decreases and a lot more water is required to produce the same amount of crop overtime. Waste in this form is not consistent with green chemistry principles.
These factors have encouraged the surfactant industry to begin exploration of new sources for the APG head group. For example, the use of pentose as an alternative to glucose has been proposed. Pentose can be sourced via the transglycosylation of lignocellulosic carbohydrates (e.g. wheat). This feedstock utilizes 37–41% less fertilizers and 36–57% less nonrenewable energy than the conventional glucose-based process. Using this route yields a mixture of APGs and alkyl polypentosides (APP). The presence of APPs makes the final surfactant more lipophilic than traditional APGs, which contributes to a lower CMC. Generally, the lower the CMC, the more efficient the surfactant and the more advantageous the economics on the industrial scale. Additionally, APPs have been found to contribute to lower toxicity [75].
The fatty alcohol for the surfactant tail is obtained by the transesterification of triglycerides derived mainly from palm kernel and coconut (C12-14 fatty alcohols), or, palm and rapeseed (C16-18 fatty alcohol) feedstock [63]. Palm kernel is however, the most commonly used, and will therefore be discussed in this review. The overall environmental impact of APGs is significantly affected by fatty alcohol production. In fact, in life cycle assessment (LCA) studies, where effects of a chemical from cradle to grave are examined, fatty alcohols have been found to contribute more to global warming (kg CO2) than the growth of corn crop and extraction of glucose [75, 76]. In another LCA study, a comparison of palm kernel derived fatty alcohol and petrochemical derived fatty alcohol are presented [77]. The latter performed better in 12 out of the 18 environmental impact categories evaluated (Table 1). It should however be noted that these results are primarily due to palm mill operational processes, such as the amount of land used, use of fertilizers, pesticides, soil health and growth (and thus, CO2 absorption) [77]. If these are adjusted, palm kernel oil derived fatty alcohol remains a suitable renewable alternative for surfactant feedstock. In an attempt to make this adjustment, surfactant manufacturers often certify their palm and palm kernel by-products with non-profits such as the Roundtable on Sustainable Palm Oil (RSPO). This organization provides a certification that ensures credibility of sustainability claims by members of the supply chain. To increase the sustainability of the synthesis of the fatty alcohol, research on bioconversion methods, such as metabolic engineering, as alternatives to chemical synthesis have been conducted [78]. Such methods use less energy, do not require toxic catalysts, and have less greenhouse gas emission than the chemical processes. They are however, much slower, have lower yields and require purification steps.
Table 1 Results from an environmental impact evaluation of palm kernel oil derived fatty alcohol vs petrochemical derived fatty alcohol are given, where the later performed better in twelve of the eighteen impact categories Sucrose esters (SEs)Both the head and tail group in SEs are sourced from renewable feedstock, but, similar to the APGs, it is worth evaluating the cultivation methods of these crops before deeming the feedstock sustainable. Sucrose is readily available at extremely high purity and low cost, as it is one of the highest volume organic compounds in the world [41]. Eighty percent of sucrose is derived from sugar cane, with the remainder from sugar beet [
留言 (0)